
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Mag-load ng Stable T Style Weld Nuts
Ang load stable T style weld nuts ay nag-aalok ng higit na paglaban sa vibration at loosening kumpara sa maraming iba pang uri ng nut kapag hinangin.
Modelo:JIS B1196-3.2-1994
Magpadala ng Inquiry
Paglalarawan ng Produkto
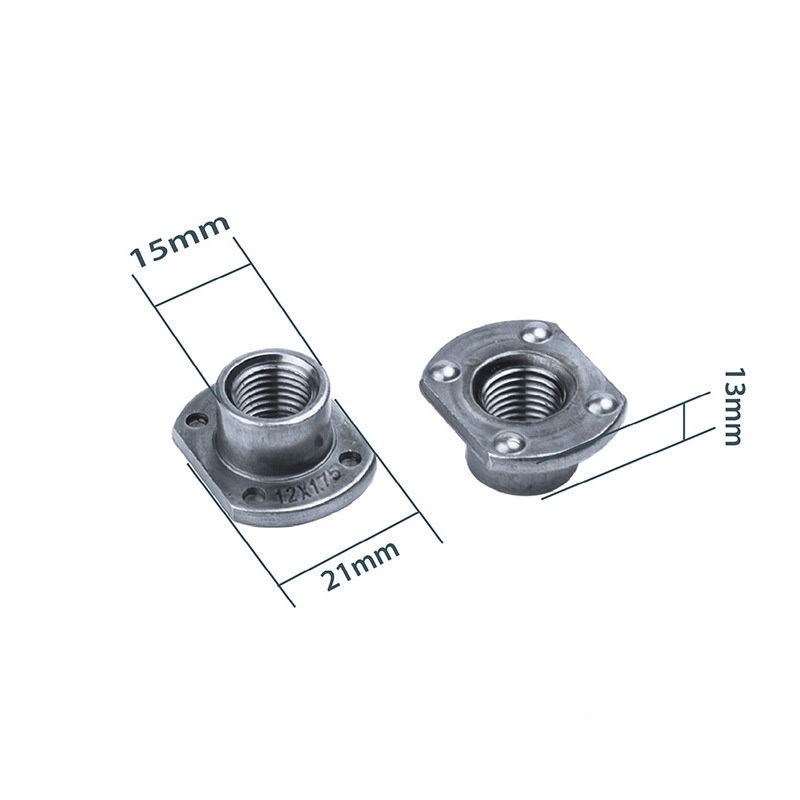
Hindi tulad ng mga bolts na kailangan mong makarating sa magkabilang panig, ang pag-load ng stable T style weld nuts ay kailangan lang ng access mula sa isang gilid—parehong para sa welding at pagkatapos ay ilagay sa mga fastener. Iyan ay sobrang kapaki-pakinabang para sa mga nakapaloob na bahagi o mga seksyon na hugis kahon.
Gayundin, ang malaking flange ay tumutulong sa pag-seal laban sa sheet metal. Kung maglalagay ka ng sealant o gasket sa ibabaw ng flange bago magwelding, makakatulong ang mga nuts na ito na bumuo ng isang mahigpit na pagkakabit, hindi lumalabas na koneksyon.
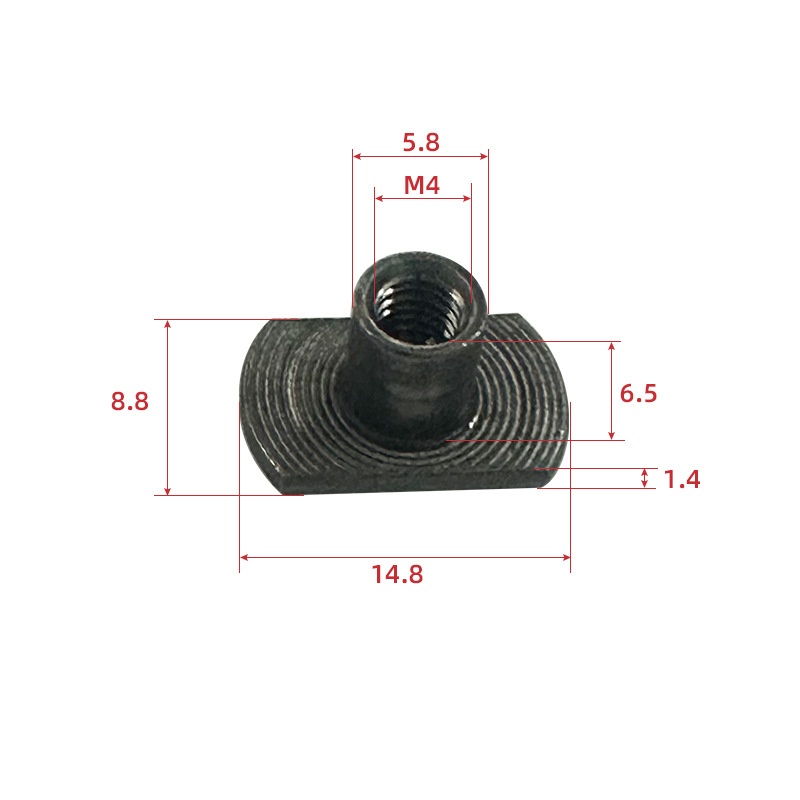
| Mon | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1.25︱1.5 | 1.5︱1.75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s max | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds max | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h max | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 max | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 max | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Mga Naaangkop na Sitwasyon:
Ang pinakakaraniwan at pinakamurang materyal para sa load stable T style weld nuts ay mababa hanggang katamtamang carbon steel—tulad ng AISI 1008, 1010, 1018. Ang ganitong uri ng bakal ay mahusay na gumagana para sa welding, may magandang lakas, madaling hugis, at hindi gaanong gastos.
Ang carbon steel load stable T style weld nuts ay mainam para sa karamihan ng mga regular na pang-industriya na gamit, sa loob man o sa mga lugar na may kaunting kaagnasan—lalo na kung mayroon silang protective coating. Ang kanilang mga katangian ng lakas ay nangangahulugan na maaari nilang hawakan ang paggugupit at paghila ng mga puwersa na kinakailangan para sa mahihirap na trabaho sa pangkabit kapag sila ay hinangin.

Mga Tagubilin sa Pag-install:
Para makuha ang pinakamahusay na lakas mula sa load stable T style weld nuts, kailangan mong kontrolin ang mga setting ng welding—kasalukuyan, oras, pressure—na eksakto tulad ng tinukoy para sa materyal at kapal ng nut.
Napakahalaga na maihanda nang tama ang ibabaw: malinis, walang langis sa metal. Ang disenyo mismo ay nakakatulong na ituon ang welding current sa pamamagitan ng projection, ngunit ang pag-set up ng makina ng tama at pagtiyak na alam ng mga operator kung ano ang kanilang ginagawa ay susi. Ganyan ka makakakuha ng pare-pareho, malakas na welds sa bawat T-Style nut.
Mga Hot Tags: Mag-load ng Stable T Style Weld Nuts, China, Manufacturer, Supplier, Factory
Kaugnay na Kategorya
Hexagon Nut
Square Nut
Hexagon Flange Nut
Lock Nut
Cap Nut
Hexagon Slotted Nut
Hand Screw Ang Nut
Round Nut
Hubs Nuts
T-nut
Reed Nut
Iba pang mga mani
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.








