
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Pagtitipid ng Oras Clinching Nut
Sa panahon ng pag-install, ang pag-save ng oras ng clinching nut ay nagpapa-deform sa nakapalibot na sheet metal, na lumilikha ng isang malakas na mekanikal na interlock. Ang Xiaoguo® ay isang maaasahang supplier na gumagawa ng bolts, nuts, at screws.
Modelo:QIB/IND CLA
Magpadala ng Inquiry
Paglalarawan ng Produkto
Upang makakuha ng nakakatipid sa oras na clinching nut na naka-install nang tama, kailangan mo ng isang katugmang press—maaaring hydraulic, pneumatic, o servo-electric—na may mahusay na kontrol sa tonnage, kasama ang mga tool na ginawa nang maayos (isang punch at die set). Direktang itinutulak ng suntok ang nut, na nagtutulak nito sa sheet metal na nakalagay sa ibabaw ng isang sumusuportang die cavity. Ang isang mahusay na idinisenyong die ay nagbibigay-daan sa materyal na dumaloy sa isang kontroladong paraan sa mga clinching na bahagi ng nut. Ang pagpapanatiling matatag sa puwersa at ang lahat ay nakahanay ay talagang mahalaga. Kung hindi ka gumamit ng sapat na puwersa, ang clinch ay mahina. Gumamit ng labis, at maaari mong masira ang nut o ang sheet. At hindi mo kailangang mag-pre-thread ng kahit ano muna.
Mga Naaangkop na Sitwasyon:
Ang pagtitipid sa oras ng mga clinching nuts ay madalas na ginagamit sa mga industriya na kailangang pagsamahin nang mahusay ang sheet metal. Makikita mo ang mga ito sa mga kotse—para sa mga panel ng katawan, bracket, mga bahagi ng chassis. Nasa electronics din ang mga ito, tulad ng mga enclosure, rack, at heat sink. Ginagamit din sila ng mga HVAC system, sa ducting at units. Ang mga appliances, kasama ang kanilang mga frame at pabahay, mga kabinet ng telekomunikasyon, kasangkapan, at ilaw—lahat sila ay gumagamit ng Time-Saving Clinching nuts.
Anumang trabaho na nangangailangan ng matibay, maaasahang sinulid na stud na nakadikit sa sheet metal (at sitting flush) ay gumagana nang maayos sa isang nakakatipid na oras ng clinching nut. Pinapalitan nito ang malalaking weld nuts o maluwag na fastener, na ginagawang mas simple ang disenyo at pagmamanupaktura.
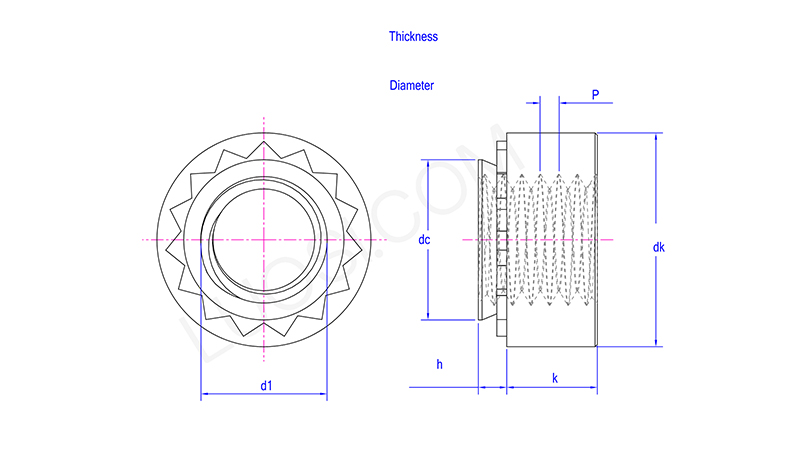
| Mon | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| dc max | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Diameter ng mga mounting hole min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Diameter ng mga mounting hole max |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk max | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h max | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h tagapagkodigo | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k max | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k min | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Kapal ng mounting plate min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Paggamot laban sa kalawang:
Ang nut na ito ay kadalasang may mga pang-ibabaw na paggamot upang matulungan silang labanan ang kalawang at maging mas maganda. Kasama sa mga karaniwan ang zinc plating—malinaw, dilaw, o itim—zinc-nickel plating, Geomet® (isang non-electrolytic inorganic coating), at passivation para sa stainless steel. Ang patong ay kailangang humawak laban sa mataas na presyon ng proseso ng clinching nang hindi napuputol.
Mga Hot Tags: Time Saving Clinching Nut, China, Manufacturer, Supplier, Factory
Kaugnay na Kategorya
Hexagon Nut
Square Nut
Hexagon Flange Nut
Lock Nut
Cap Nut
Hexagon Slotted Nut
Hand Screw Ang Nut
Round Nut
Hubs Nuts
T-nut
Reed Nut
Iba pang mga mani
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.








