
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


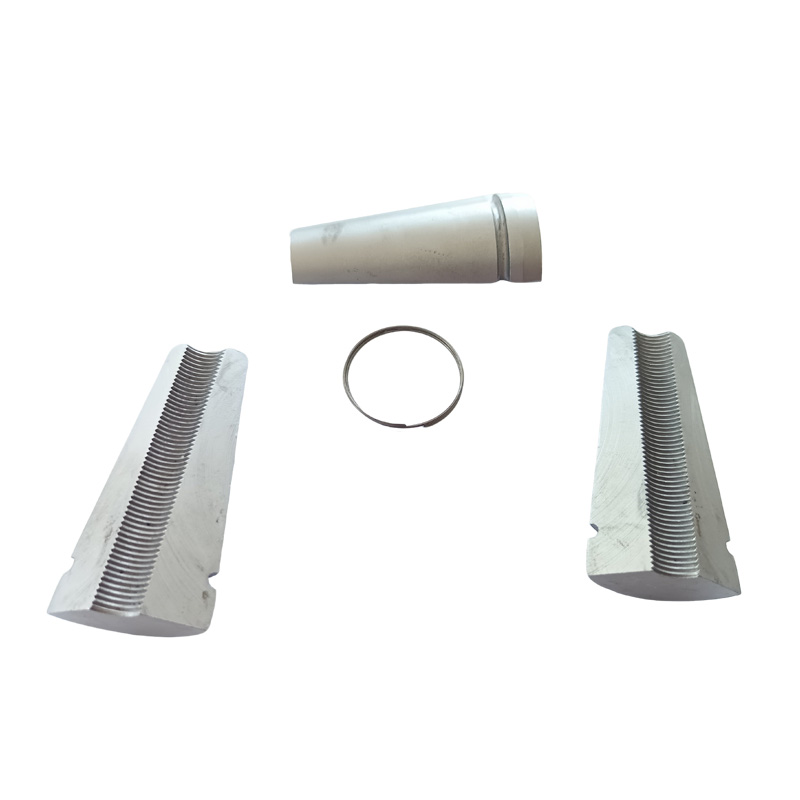
Cold Forged Post Tension Wedges
Binibigyang-daan ng Xiaoguo® ang pag-customize ng pattern ng ngipin sa ibabaw ng Cold Forged Post Tension Wedges. Ito ay tumpak na pinoproseso ayon sa iyong mga kinakailangan upang makabuo ng pare-parehong mga pattern ng ngipin, na maaaring mahigpit na kumagat sa 12.7 - 17.8mm na bakal na mga kable. Kahit na ang puwersa ng pag-igting ay umabot ng hanggang 2000MPa, hindi ito madulas. Gusto mo ba ng ganitong produkto?
Magpadala ng Inquiry
Paglalarawan ng Produkto
materyal
Ang pagpili ng mga materyales ng Cold Forged Post Tension Wedges ay direktang nakakaapekto sa huling performance nito, lalo na ang balanse sa pagitan ng surface wear resistance at core toughness.
Mga karaniwang sistema ng materyal:
(1)20CrMnTi (Preferred)
Bilang isang mababang-carbon na haluang metal na bakal, ito ang ginustong materyal para sa paggawa ng mga prestressed wedge na may mataas na lakas. Ang pangunahing bentahe nito ay nakasalalay sa kakayahang makamit ang napakataas na tigas at wear resistance sa ibabaw sa pamamagitan ng mga proseso ng carburizing o carbon-nitrogen co-carburizing, habang pinapanatili ang magandang tibay sa loob ng Cold Forged Post Tension Wedges.
(2)40Cr / 45# bakal
Ang dalawang materyales na ito ay may balanse sa pagitan ng pagganap at gastos, at angkop para sa mga sitwasyong may katamtamang lakas na kinakailangan.
(3)Iba pang materyales
Sa American standard system, ginagamit din ang mga materyales tulad ng AISI C12L14, C11L17, 40Cr, at C45.

Mga Kinakailangan sa Craft
Ang Cold forging ay isang pangunahing proseso ng pagmamanupaktura para sa Cold Forged Post Tension Wedges, na hindi lamang masisiguro ang mataas na katumpakan ngunit makabuluhang mapahusay din ang kahusayan sa produksyon at paggamit ng materyal.
【1】Ang pangunahing proseso ng pagmamanupaktura
(1)Malamig na heading / Cold extrusion: Ang pangunahing proseso ay kinabibilangan ng paggamit ng cold heading machine o press para i-extrude at hubugin ang metal billet sa room temperature.
(2)Proseso ng pagbuo: Ang proseso ng pagmamanupaktura ay karaniwang nagsasangkot ng mga hakbang tulad ng "pagputol ng materyal → paghubog sa flat punch → multi-position cold heading forming", at maaaring makagawa ng pangunahing hugis ng Cold Forged Post Tension Wedges isa o maraming yugto.
(3)Kalamangan sa proseso: Ang proseso ng malamig na forging ay may napakataas na rate ng paggamit ng materyal, karaniwang umaabot sa higit sa 85%, at ang mga advanced na diskarte ay maaari pang makamit ng hanggang 99%.
【2】Katumpakan ng pagpoproseso ng pangunahing:
(1)Kagaspang sa ibabaw: Ang pagkamagaspang sa ibabaw ng mga pangunahing ibabaw ng isinangkot gaya ng mga butas ng kono ng anchor plate ay napakataas. Karaniwan, ang halaga ng Ra para sa mga butas ng kono ay 0.8, habang para sa iba pang mga bahagi ito ay 3.2, upang matiyak ang pagganap ng self-locking.
(2)Pagpaparaya sa dimensyon: Ang diameter deviation ng anchor plate ay dapat nasa loob ng ±0.5mm, at ang error ng cone angle ay dapat nasa loob ng ±0.3°.

FAQ
(1)Natutugunan ba ng materyal ng Cold Forged Post Tension Wedges ang mga kinakailangan para sa mababang temperatura na tigas (tulad ng -40°C)?
A: Oo. Ang aming materyal ay nakapasa sa -40°C low-temperature impact test, na may impact energy ≥ 27J (alinsunod sa GB/T 229 standard).
(2)Ano ang mga pakinabang ng cold forging kaysa sa tradisyonal na hot forging o machining?
A: Ang cold forging (cold heading / cold extrusion) ay nabuo sa temperatura ng kwarto at may tatlong pangunahing bentahe:
①Mataas na rate ng paggamit ng materyal
②High dimensional accuracy
③Magandang kalidad ng ibabaw
(3)Anong uri ng surface treatment ang pinagtibay?
Ang karaniwang paggamot sa ibabaw ay phosphating + oil coating (basic anti-rust).
Para sa mga kapaligirang may mataas na kaagnasan, maaaring pumili ng mga opsyon tulad ng Dacromet o zinc-nickel alloy coating.
Mga Hot Tags: Cold Forged Post Tension Wedges, China, Tagagawa, Supplier, Pabrika
Kaugnay na Kategorya
Mainit na dip galvanized billet steel wire
Galvanized steel wire para sa mga optical cable
Mga strand ng bakal
Round wire lubid
Aircraft Steel Wire Rope
Hindi kinakalawang na asero wire lubid
Gripper Wedge
Anchorage Gripper
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.








