
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Aluminum Alloy Round Self Clinching Nut
Ang pagbuo ng mga pangmatagalang partnership ay sentro ng pilosopiya ng Xiaoguo®. Nag-aalok ng pambihirang paglaban sa vibration at pamamahagi ng load, ang aluminum alloy round self clinching nut ay ini-install gamit ang espesyal na hydraulic o pneumatic riveting tool para sa pare-pareho, maaasahang mga resulta.
Modelo:QIB/IND Z
Magpadala ng Inquiry
Paglalarawan ng Produkto
Ang mga bagay na iyong aluminum alloy round self clinching nut ay talagang nakakaapekto kung gaano ito katigas at kung anong mga trabaho ang kakayanin nito. Ang mga carbon steel ay karaniwang nasa mga grado tulad ng 8.8, 10.9, o 12.9. Malakas ang mga gradong iyon, kaya nananatili silang mabuti sa ilalim ng mabibigat na kargada nang hindi nasisira.
Para sa mga stainless steel nuts: Ang AISI 304 (minsan ay tinatawag na A2) ay disente para sa paghinto ng araw-araw na kalawang. Kung kailangan mo ng mas mahusay laban sa mga bagay tulad ng tubig-alat o mga kemikal, pumunta sa AISI 316 (A4). Ang mga aluminum nuts ay kadalasang gumagamit ng mga halo tulad ng 5056 (AlMg5), ito ay malakas at mahusay na humahawak ng tubig-dagat. Kung kailangan mo ng higit pang lakas, gumagamit sila ng 7075 (AlZn5.5MgCu).
Kadalasan, maaari kang humingi ng materyal na sertipiko (tulad ng Mill Cert). Ipinapakita ng papeles na iyon ang aktwal na halo ng metal at nagpapatunay na ang lakas ay nakakatugon sa pamantayan. Hinahayaan ka nitong i-double-check kung nakukuha mo ang tamang Expanded rivet round nut para sa iyong ginagawa.
I-install:
Magsimula sa pamamagitan ng pagbutas ng iyong materyal. Kunin ang laki ng butas nang tama para sa aluminum alloy round self clinching nut na ginagamit mo. Pagkatapos ay i-pop lamang ang nut sa butas mula sa gilid na maaari mong ma-access.
Ngayon, kumuha ng setting tool na ginawa para sa laki ng nut na iyon. Talaga, ito ay isang bolt na nag-screw sa mga thread ng nut. Maaari mong patakbuhin ang tool na ito gamit ang isang regular na rivet gun o isang hydraulic/pneumatic puller. Kapag pinaandar mo ang tool, hinihila nito ang bolt (ang mandrel) pabalik sa nut. Ang pagkilos ng paghila na ito ay pinipilit ang katawan ng nut sa manggas nito, na ginagawang itulak palabas ang manggas. Itinutulak nito ang isang flange sa likurang bahagi (ang gilid na hindi mo nakikita), at pinipiga ng flange na iyon ang materyal nang mahigpit.
Kapag tapos na iyon, i-unscrew lang ang tool bolt. Ang mayroon ka ngayon ay isang solidong sinulid na butas sa loob ng materyal, na naka-lock sa lugar para sa kabutihan.
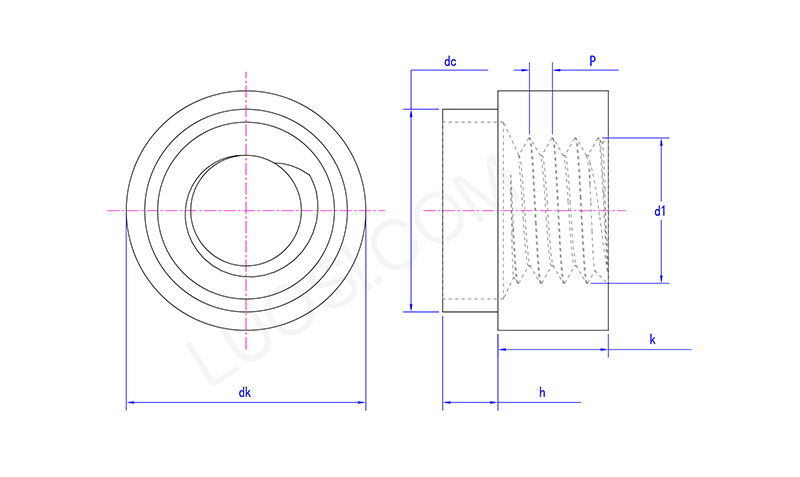
Paano pumili ng tamang nut ayon sa diameter at kapal ng dingding ng tubo?
Pagpili ng tamang Expanded rivet round nut-Aluminum alloy, kakailanganin mo ng dalawang bagay tungkol sa iyong tubo: ang eksaktong laki sa loob ng butas (ID) at ang kapal ng dingding. May mga chart ang mga tagagawa kung saan mo itinutugma ang mga numero ng iyong tubo sa laki ng nut (tulad ng M6 o M8).
Bawat aluminum alloy round self clinching nut ay akma lamang sa isang napaka-espesipikong hanay ng mga laki ng tubo at kapal ng pader. Kung gagamit ka ng hindi tumutugma sa iyong tube, hindi ito gagana nang tama – hindi magiging secure ang koneksyon. Kaya laging suriin muna ang specs. Ang pagkuha ng maling nut para sa iyong tubo ay magdudulot ng mga problema.
| Mon | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.7 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk max | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc max | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k max | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 | 5.75 | 5.75 | 5.75 |
| h max | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Mga Hot Tags: Aluminum Alloy Round Self Clinching Nut, China, Tagagawa, Supplier, Pabrika
Kaugnay na Kategorya
Hexagon Nut
Square Nut
Hexagon Flange Nut
Lock Nut
Cap Nut
Hexagon Slotted Nut
Hand Screw Ang Nut
Round Nut
Hubs Nuts
T-nut
Reed Nut
Iba pang mga mani
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.
Kaugnay na Mga Produkto








