
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Blackening Treatment Round Self Clinching Nut
Namumuhunan ang Xiaoguo® sa makabagong makinarya para sa pare-parehong kalidad ng produkto. Ang pag-install ng blackening treatment round self clinching nut-Blackening treatment ay nagsasangkot ng paghila ng mandrel sa gitna nito, na nagiging sanhi ng pang-ibabang bahagi na mag-deform nang radially palabas, na lumilikha ng malaki, secure na bearing surface sa blind side ng materyal.
Modelo:QIB/IND ZS
Magpadala ng Inquiry
Paglalarawan ng Produkto
Upang gawing mas mahusay at mas tumagal ang paggamot sa blackening round self clinching nut-Blackening treatment, nakakakuha sila ng iba't ibang coatings sa ibabaw. Narito ang lowdown sa mga karaniwan:
Ang mga steel nuts ay kadalasang nakakakuha ng zinc plating, maaari kang makakuha ng malinaw, dilaw, o itim na chromate finish. Iyan ay isang cost-friendly na paraan upang maprotektahan ang mga ito mula sa kalawang. Pagkatapos ay mayroong Geomet™, na isang zinc flake coating. Ito ay talagang mahusay sa paglaban sa kaagnasan at mga kemikal, at ito ay nakakatugon sa maraming mga pamantayan ng automotive.
Ang mga hindi kinakalawang na asero na mani ay kadalasang dumadaan sa isang proseso ng pagpapatahimik. Nakakatulong lang iyon na mapalakas ang resistensya ng kaagnasan na mayroon na sila. Para sa mga aluminum nuts, maaari silang ma-anodize (na maaaring maging malinaw o may kulay) o makakuha ng chem-film (iyon ay isang chromate conversion coating).
Ang lahat ng mga pagtatapos na ito ay gumagawa ng parehong trabaho: pinangangalagaan nila ang mga mani mula sa kahalumigmigan, mga kemikal, at pagkasira. Iyan ang susi kung gusto mong tumagal sila ng mahabang panahon.
Mga pamantayan at parameter ng industriya:
Ang pagpapaitim ng paggamot sa bilog na self clinching nut ay sumusunod sa mga tuntunin ng industriya, kadalasang nakabatay sa DIN 7337 o katulad na bagay. Tinitiyak nito na mapapalitan nila ang isa't isa kahit sino pa ang gumawa sa kanila.
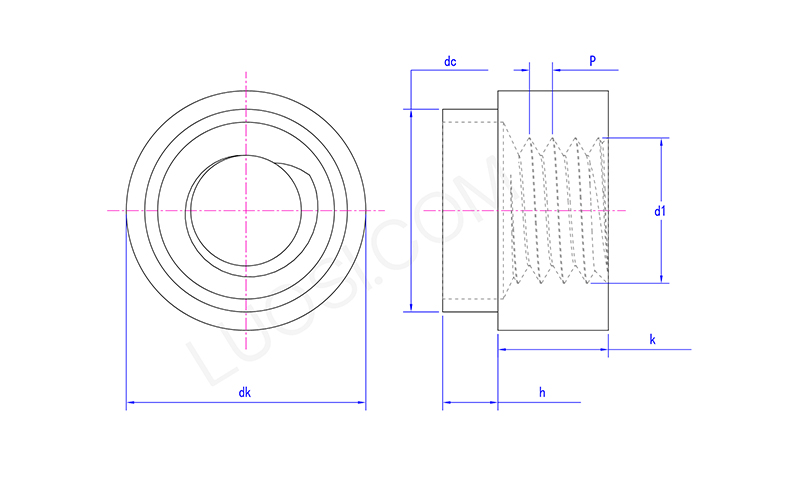
Sinusukat mo ang mga ito sa pamamagitan ng iba't ibang bagay: ang laki ng sinulid (tulad ng M4, M5, at iba pa), kung gaano kalawak ang katawan, gaano kalawak ang flange, at kung gaano kakapal ang materyal kapag ginamit mo ang mga ito. Karaniwang napupunta ang mga karaniwang sukat ng thread mula M3 hanggang M12.
Ang malaking pagkakaiba ay pagkatapos mong i-install ang mga nuts na ito, ang flange (ang bahagi na kumakalat) ay mas malawak kaysa sa katawan noon. Iyan ang dahilan kung bakit napakahusay nila sa hindi paghila sa mga materyales.
Kapag pumili ka ng nut, kailangan mong malaman ang eksaktong mga sukat. Kailangan mong itugma ang nut sa laki ng butas at kung gaano kakapal ang materyal. Kung hindi mo gagawin, hindi ito gagana nang tama.
| Mon | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk max | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc max | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k max | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h max | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Anong mga tool ang kailangan para sa pag-install?
Para mag-install ng blackening treatment round self clinching nut, kailangan mo ng espesyal na setting tool na tinatawag na mandrel. Ang tool na ito ay nag-thread sa mga panloob na thread ng nut. Kapag hinila o nilagyan mo ng puwersa ang tool, pinapalawak nito palabas ang nut, na nagpapa-deform nito kaya mahigpit nitong nahawakan ang dingding ng tubo.
May mga manual setting tool, ngunit para sa karamihan ng mga kaso, lalo na sa factory setup, pneumatic o hydraulic tool ay mas mahusay. Nagbibigay sila ng pare-parehong puwersa, na tinitiyak na ang nut ay naka-install nang maayos sa bawat oras. Ang pare-parehong iyon ay susi para sa maaasahang pagganap, lalo na kapag gumagawa ka ng maraming pag-install.
Mga Hot Tags: Blackening Treatment Round Self Clinching Nut, China, Tagagawa, Supplier, Pabrika
Kaugnay na Kategorya
Hexagon Nut
Square Nut
Hexagon Flange Nut
Lock Nut
Cap Nut
Hexagon Slotted Nut
Hand Screw Ang Nut
Round Nut
Hubs Nuts
T-nut
Reed Nut
Iba pang mga mani
Magpadala ng Inquiry
Mangyaring huwag mag-atubiling ibigay ang iyong pagtatanong sa form sa ibaba. Sasagot kami sa iyo sa loob ng 24 na oras.
Kaugnay na Mga Produkto








